

钢结构焊接(钢结构焊接符号表示大全)
 摘要:
3、钢结构焊接需牢记的13个注意事项?...
摘要:
3、钢结构焊接需牢记的13个注意事项?... 本篇目录:
钢结构可以焊接吗?
可以焊接接长的。充分利用了钢材的可焊性,但要等强,接头的位置符合要求。钢梁长还特意分二段来加工最后拼接起来。规范没有规定不可以,这个由设计定的。但如只加长一点点的话,是不可以的。
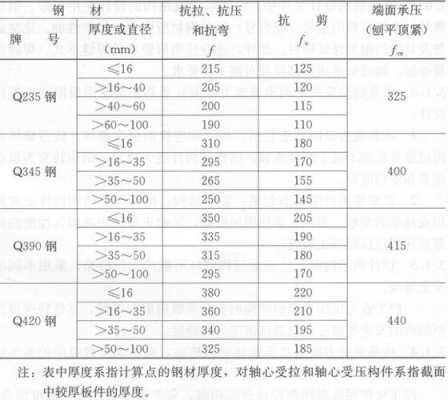
钢结构焊接,还应贯彻节材、节能、环保等技术经济政策。本规范适用于各种工业与民用钢结构工程中承受静荷载或动荷载,钢材厚度大于或等于3mm的结构钢的焊接。

可以参考《钢结构验收规范》(GB/T 50205),连接一般最45度斜向焊接时可以的,但是对接焊接焊缝必须要求焊透而且要做超声波探伤的,同时需要参考设计不是不禁止接料的要求。
只要不破坏钢结构的主体结构,可以进行焊接。操作规程 电焊工必须经过专业训练,考试合格后并持有安全操作证方准进行独立操作(在学徒训练期间可逐步在师傅监护下进行操作)。
当然可以,其他的一般设计成螺栓连接主要是为了安装方便,很多厂房由于制作偏差,螺栓孔都废掉直接焊接。
钢结构常用焊接方法?
1、钢结构常用焊接方法:电弧焊:手工电弧焊、自动或半自动埋弧焊、气体保护焊。手工电弧焊:打火引弧电弧周围的金属液化(溶池)焊条熔化 滴入溶池与焊件的熔融金属结和冷却即形成焊缝。

2、钢结构焊接方法包括焊条电弧焊、二氧化碳(COz)气体保护焊,自保护电弧焊、埋弧焊、电渣焊、气电立焊、栓钉焊及相应焊接方法的组合。
3、埋弧焊埋弧焊是以连续送进的焊丝作为电极和填充金属。焊接时,在焊接区域的上面覆盖着一层颗粒状焊剂,电弧在焊剂下燃烧,将焊丝端部和局部母材熔化,形成焊缝。
4、钢结构焊接较常见的四种焊接方法:手工电弧焊 气体保护电弧焊 自保护电弧焊 埋弧焊 。
5、钢结构常用的焊接方法有哪些?手工电弧焊这是最常用的一种焊接方法(图2)。手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。

钢结构焊接需牢记的13个注意事项?
不注意层间温度控制,如层间间隔时间过长,不重新预热就施焊容易在层间产生冷裂纹;如果间隔时间过短,层间温度过高(超过900摄氏度),对焊缝及热影响区的性能也会产生影响,会造成晶粒粗大,致使韧性及塑性下降,会对接头留下潜在隐患。
.减小焊缝截面积,在得到完整、无超标缺陷焊缝的前提下,尽可能采取用较小的坡口尺寸(角度和间隙)。2.采用热输入较小的焊接方法。如:CO2气体保护焊。3.厚板焊接尽可能采用多层焊代替单层焊。
不注意焊接速度、焊接电流、焊条直径的协调 钢结构焊接注意事项:焊接变形对施工质量影响非常大,所以,焊接时应采取措施严格控制焊接变形。根据板的不同厚度采取相应的预热措施及层间温度控制措施。
焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。
钢结构焊接要求及标准
1、钢结构焊接,还应贯彻节材、节能、环保等技术经济政策。本规范适用于各种工业与民用钢结构工程中承受静荷载或动荷载,钢材厚度大于或等于3mm的结构钢的焊接。
2、焊接质量要求:焊缝应牢固、均匀,无明显焊缝偏移、错边、裂纹等缺陷。焊缝外观应符合相关标准的要求。非破坏性检测:根据需要,对焊缝进行必要的非破坏性检测,如射线检测、超声波检测等。
3、钢结构电弧焊接: 1 平焊 1 选择合适的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺试验验证。 2 清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物。
4、以下为钢板焊接坡口标准:工序内容:用半自动或手工切割后清理挂渣、氧化铁,然后用磨光机或者砂轮机将切割处磨平,顺便将切割处两侧打磨至露出金属光泽,具备装配和焊接条件。
5、点焊的位置应该在檩条与门梁门柱的交接处,点焊的数量应该按照设计要求进行安排。 点焊的直径应该在3~4mm之间,焊接应该均匀,焊缝应该呈三角形状。
6、钢结构焊缝检测标准有焊接材料符合规定、焊工必须合格、级焊缝必须经探伤检验、焊缝表面和级焊缝不得有缺陷。焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
钢结构安装焊接程序及一般规定?
焊接质量要求:焊缝应牢固、均匀,无明显焊缝偏移、错边、裂纹等缺陷。焊缝外观应符合相关标准的要求。非破坏性检测:根据需要,对焊缝进行必要的非破坏性检测,如射线检测、超声波检测等。
钢结构焊接规范:为在钢结构焊接中贯彻执行国家的技术经济政策,做到技术先进、经济合理、安全适用、确保质量,制定本规范。
(4)安装:钢结构安装要按施工组织设计进行,安装程序须保证结构的稳定性和不导致永久性变形。安装柱时,每节柱的定位轴线须从地面控制轴线直接引上。钢结构的柱、梁、屋架等主要构件安装就位后,须立即进行校正、固定。
钢结构工程焊接一般规定?本章适用于钢结构 施工过程中焊条电弧焊接、气体保护电弧焊接、埋弧焊接、电渣焊接和栓钉焊接等施工。
钢结构的制作和安装要求:钢结构的制作和安装,当单体设计无特殊要求时,应按以下要求施工。焊接H型钢的制作应符合《石油化工钢结构工程施工及验收规范》(SH3507-1999)等相关规范的要求。
范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。施工准备 1材料及主要机具 1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。
焊接钢结构的优缺点有哪些呢?
焊接的优点是构造简单,加工上方便,容易采用自动化操作和省工时,不削弱杆件截面,可节约钢材。
焊接连接的优点:焊接间可以直接连接,构造简单,制作方便;不削弱截面,节省材料;连接的密闭性好,结构的刚度大;可实现自动化操作,提高焊接结构的质量。
优点:不需要在钢材上打孔钻眼,既省工省时,又不使材料的截面积受到减损,使材料得到充分利用。任何形状的构件都可以直接连接,一般不需要辅助零件。连接构造简单,传力路线短,适用面广。
焊接的优点:①不需打孔,省工省时;②任何形状的构件可直接连接,连接构造方便;③气密性、水密性好,结构刚度较大,整体性能较好。
到此,以上就是小编对于钢结构焊接符号表示大全的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。